English
English русский
русский Español
Español italiano
italiano
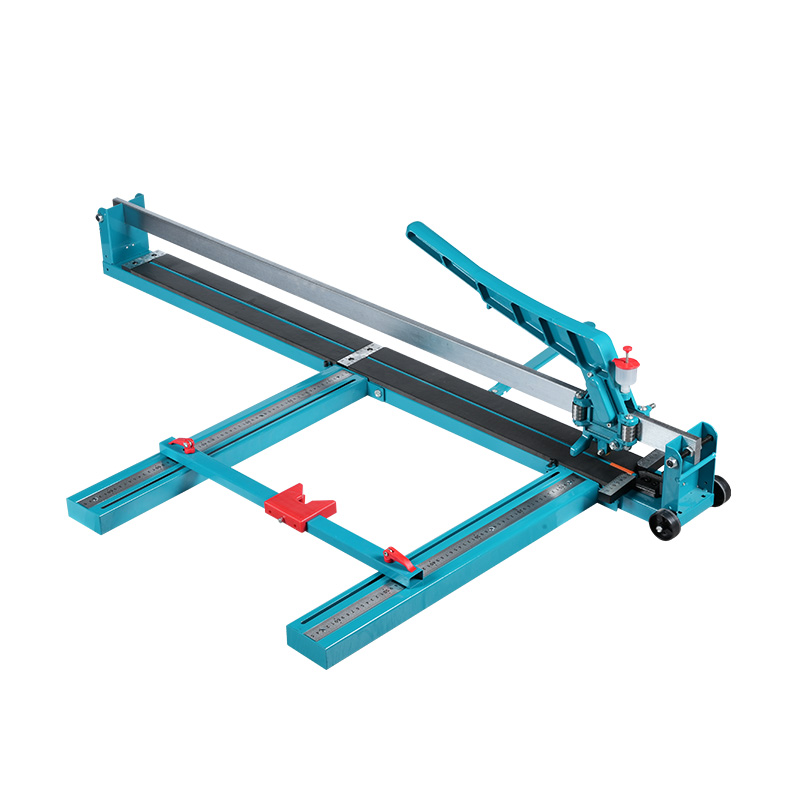
Дом / Новости / Новости отрасли / Могут ли лазерные плиткорезы обрабатывать сверхтолстые керамогранитные плитки?
Рост Производитель лазерных плиткорезов Systems повысила ожидания в отношении точной резки при обработке фарфора, керамики и камня. Внимание часто сосредотачивается на точности и обработке кромок, однако в реальных сценариях укладки доминирует более практический вопрос: как эти машины ведут себя в условиях сверхтолстой плитки, когда сопротивление материала резко возрастает и стабильность резки становится труднее поддерживать.
Сверхтолстые керамогранитные плиты, часто используемые в столешницах, фасадах и полах, подвергающихся высоким нагрузкам, создают такие уровни механических и термических напряжений, для управления которыми изначально не были предназначены стандартные системы резки. Это создает явный разрыв между теоретическими возможностями машины и результатами работы на месте.

Фарфор уже является хрупким материалом с высокой плотностью, и увеличение толщины значительно меняет распределение внутреннего напряжения во время резки. Стандартные плитки (8–12 мм) имеют тенденцию к предсказуемому разрушению по линиям надрезов, тогда как плиты толщиной более 20 мм сопротивляются чистому разделению и сохраняют больше упругой энергии перед разрушением.
Наблюдаемые эффекты в более толстых материалах включают:
Анализ промышленной резки показывает, что твердость фарфора (часто оценивается в 7–8 баллов по шкале Мооса) в сочетании с увеличенной толщиной увеличивает риск микропереломов в краевой зоне, особенно при агрессивном давлении подачи или нестабильных условиях поддержки.
Лазерные системы, используемые в плиткорезах, улучшают видимость выравнивания, но не влияют на силу резания, долговечность лезвия или стойкость материала. Лазерная линия указывает только намеченный путь, тогда как фактическое расстояние зависит от механического взаимодействия между алмазным диском и телом плитки.
Ключевые ограничения включают в себя:
Даже передовые системы мостовых пил с лазерным выравниванием демонстрируют различия в производительности при обработке плотных керамогранитных плит, поскольку доминирующим фактором становится механическая стабильность, а не системы визуального управления.
Сверхтолстый фарфор подвергает алмазные режущие диски значительно большей нагрузке. Площадь контакта увеличивается, усиливается тепловыделение, повышается сопротивление трения по всей траектории резания.
Распространенные закономерности механического напряжения:
Когда острота лезвия начинает ухудшаться, операторы часто компенсируют это увеличением давления, что еще больше усиливает повреждение кромки, а не улучшает стабильность резки. Этот цикл становится более выраженным при обработке толстого материала.
Более толстый фарфор дольше сохраняет тепло во время резки. Без стабильного охлаждения тепловое расширение приводит к возникновению градиентов внутренних напряжений, которые ослабляют структуру кромки.
К типичным проблемам, связанным с температурой, относятся:
Системы водяной резки снижают эти риски за счет стабилизации распределения температуры и удаления мусора из зоны резки. Однако непостоянный поток охлаждения все равно может привести к неравномерному качеству кромки при длинных проходах резки.
Резка сверхтолстой плитки создает значительную нагрузку на рамы машин, рельсы и опорные столы. Любое механическое изгибание или вибрация усиливается сопротивлением материала.
Критические факторы устойчивости:
Даже незначительные структурные отклонения могут привести к видимому смещению кромок на больших дистанциях резки, особенно на керамогранитных панелях большого формата, где допуски чрезвычайно жесткие.
Практические отчеты по установке показывают, что результаты резки сверхтолстого фарфора сильно различаются в зависимости от класса станка и качества настройки. Промышленные системы высокого класса обычно обеспечивают стабильные результаты, в то время как оборудование среднего класса часто требует нескольких проходов или последующей обработки для достижения приемлемой чистоты кромки.
Общие полевые наблюдения:
Некоторые операторы также сообщают, что определенную роль играет разнообразие партий материала: некоторые фарфоровые плиты ведут себя более непредсказуемо даже при одинаковых настройках машины.
Лазерные плиткорезы остаются высокоэффективными для стандартных диапазонов толщины керамики и фарфора, но сверхтолстые плиты обнажают механические границы, а не оптические ограничения или ограничения по выравниванию. Производительность резки в конечном итоге определяется передачей крутящего момента, контролем вибрации, стабильностью лезвия и характеристиками разрушения материала.
Понимание этих ограничений помогает установить реалистичные ожидания: лазерные системы повышают точность наведения, а фактический успех резки зависит от общей стабильности всей цепочки механического процесса.
Copyright © Юнкан Шуофан Импортно-экспортная компания, ООО All Rights Reserved.